
.jpg)
.png)
.png)
.png)
云南太標集團成立于1996年,現總占地面積1800余畝,擁有員工3000余人。近年來集團大力實施創新驅動和多元化發展戰略,已發展成以太陽能、鋼鐵、精工鑄造、數控機床、廢舊汽車回收與拆解五個產業為支柱的現代化企業。具備年產100萬套太陽能及2000萬支真空管、年產11萬噸大(重)數控機床鑄件、年加工11萬噸高精密數控機床鑄件、年回收與拆解廢舊汽車30000輛及廢鋼加工處理25萬噸的生產規模。

其中,數控機床主軸箱、鑄造件等核心產品對加工精度(公差 ±0.01mm)、穩定性要求極高,鋼鐵與太陽能組件則聚焦 “性能達標、成本可控”。隨著市場競爭加劇與客戶需求升級,集團原有質量管理面臨 “跨業務質量標準不統一、核心工序管控薄弱、數據驅動不足” 等挑戰。為此,太標集團分三階段推進精益質量管理項目,從 “專項攻堅” 到 “體系深化” 再到 “智能固化”,逐步構建全業務覆蓋、全流程智能的精益質量管控體系。
一、項目整體規劃:三階遞進,實現 “點 - 面 - 智” 全維度升級
結合集團多業態特性,精益質量管理項目采用 “階梯式進階” 策略,層層遞進筑牢質量競爭力:
第一階段(2023 年 10 月 13 日 - 2024 年 2 月 19 日):關鍵詞 “專項攻堅”—— 聚焦精工鑄造、數控機床兩大核心業務,以 CTQ 管控與 6 大專項改善為抓手,快速破解核心質量痛點;
第二階段(2025 年 3 月 1 日啟動):關鍵詞 “體系深化”—— 將精益質量覆蓋至鋼鐵、太陽能業務,搭建 “數據驅動、標準統一、自主管控、持續改善” 的全鏈條質量體系;
第三階段(2026 年啟動):關鍵詞 “智能固化”—— 推動精益質量與數字化、智能化深度融合,構建 “零缺陷” 智能質量管控系統,實現質量預判、自主優化與長效固化。
二、第一階段:專項攻堅,筑牢核心業務質量根基
(一)核心邏輯:以 “CTQ 管控 + 專項改善” 為雙抓手,破解關鍵質量痛點
第一階段聚焦精工鑄造、數控機床兩大核心業務,圍繞 “核心工序管控、重點產品提質”,導入精益質量工具與專項改善項目,快速實現關鍵質量指標突破,為后續體系化推進積累經驗。
(二)核心實施內容:雙模塊協同,落地攻堅動作
1. 關鍵質量 CTQ 項目:體系化管控核心工序
聚焦數控機床、鑄造件生產的關鍵質量特性,導入全流程精益質量工具,構建 “風險預判 - 標準執行 - 過程稽核” 閉環管控體系。
實施過程:
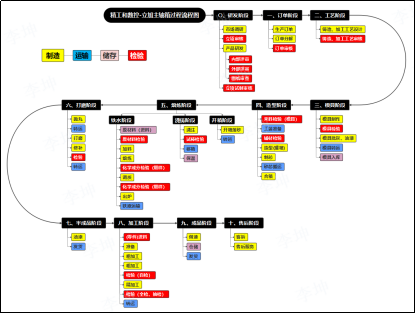
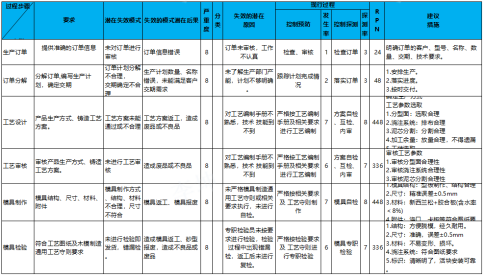
流程梳理與風險預判:組織技術、生產、質量團隊,梳理數控機床主軸箱加工、鑄造件造型等核心流程,繪制 12 份過程流程圖,明確 “加工切削參數、鑄造模溫控制” 等關鍵控制點;開展 PFMEA 深度分析,識別 “主軸箱加工尺寸超差”“鑄造件氣孔缺陷” 等 18 個高風險點,量化風險等級,制定 “預防措施 + 應急方案”。
標準文件精細化:新增或優化作業指導書(SOP)38 項,針對主軸箱加工、立加主軸箱造型等工序,明確 “切削轉速 8000r/min、造型砂型含水率 5%” 等具體參數,配套操作圖文手冊;制定《過程稽核標準》,明確稽核頻次(核心工序每日 1 次、一般工序每周 2 次)、稽核內容(標準執行率、參數穩定性、缺陷識別),組建 5 人專項稽核小組。
過程管控落地:推行 “三檢制”(自檢、互檢、專檢),要求操作員工每完成 1 批次產品自主檢測關鍵尺寸,班組間互檢確認,質量部門專檢把關;每月開展 2 次過程稽核,形成《稽核問題整改報告》,跟蹤整改閉環率,確保 CTQ 管控措施落地。
核心成果:
核心工序 CTQ 管控覆蓋率達 100%,過程稽核問題整改閉環率從 72% 提升至 95%,高風險點發生率下降 60%。
關鍵工序操作標準化率達 98%,員工按標作業準確率提升至 96%,減少因操作偏差導致的質量缺陷。

2. 6 大質量專項改善項目:靶向破解核心痛點
針對主軸箱加工、鑄造件造型等高頻質量問題,確立 6 個專項改善項目,組建跨部門攻堅小組,采用 “現狀分析 - 根因查找 - 方案實施 - 成果固化” 四步流程推進。
實施過程(重點案例):
主軸箱加工工廢率改善:現狀工廢率 3.2%,小組通過柏拉圖分析發現 “切削刀具磨損”“裝夾定位偏差” 占比達 75%;采用魚骨圖拆解根因,制定 “刀具定期校準(每 8 小時 1 次)、更換高精度裝夾夾具” 方案,優化切削參數;實施后工廢率降至 1.1%。
立加主軸箱造型合格率改善:現狀合格率 89%,核心問題為 “砂型透氣性不足”“澆注溫度波動”;通過改善砂型配方、加裝澆注溫度自動監控裝置,合格率提升至 97.5%。
熔煉合格率改善:針對鑄造熔煉環節 “成分波動大” 問題,優化原料配比計算模型,加強熔煉過程溫度與成分實時監控,合格率從 92% 提升至 98.2%。
核心成果:
6 個專項改善項目全部達成目標,平均工廢率下降 58%,合格率平均提升 8.3%:主軸箱加工工廢率從 3.2% 降至 1.1%,電機座加工合格率從 90.5% 提升至 98.1%,橫梁加工合格率從 88.7% 提升至 97.3%,立加主軸箱造型合格率從 89% 提升至 97.5%,龍門工作臺造型合格率從 91% 提升至 98%,熔煉合格率從 92% 提升至 98.2%。
累計減少質量損失、提升產能對應創效超 300 萬元,為集團贏得某大型機械企業年度訂單。

三、第二階段:體系深化,構建全業態精益質量體系
(一)核心邏輯:以 “六大模塊” 為抓手,實現 “全業務覆蓋 + 數據驅動 + 自主管控”
將精益質量從核心業務拓展至鋼鐵、太陽能板塊,針對不同業務特性差異化落地六大模塊,推動質量管控從 “被動應對” 到 “主動預防”,從 “單點優化” 到 “全鏈協同”。
(二)核心實施內容:六大模塊深耕細作,落地全業態質量動作
1. 質量數據管理:搭建全鏈條數據采集與智能分析體系
實施過程:
分業務定制數據采集方案:針對四大板塊特性,明確核心質量數據采集項與規范 —— 數控機床聚焦 “加工尺寸、主軸轉速” 等 12 項數據,每小時采集 1 次;鋼鐵業務覆蓋 “熔煉成分、溫度、屈服強度” 等 15 項數據,每批次采集;太陽能組件重點監控 “轉換效率、封裝密封性” 等 8 項數據,每 200 件抽樣檢測;鑄造業務跟蹤 “砂型含水率、澆注溫度” 等 10 項數據,實時采集。
統一數據標準與工具:制定《集團質量數據管理規范》,統一數據定義、采集表單與記錄格式;上線集團級質量數據管理平臺,集成 “數據錄入、自動匯總、趨勢分析、異常預警” 功能,支持按業務板塊、工序、產品維度查詢分析;在核心工序部署 SPC 統計過程控制工具 —— 數控機床加工工序用 X-R 控制圖監控尺寸波動,鋼鐵熔煉工序用 P 控制圖跟蹤成分合格率,太陽能封裝工序用 C 控制圖管控缺陷數,數據超出控制限時自動觸發短信預警。

數據驅動改善:建立 “數據異常 - 根因分析 - 方案實施 - 效果驗證” 閉環,每月生成《數據質量分析報告》,識別 “鋼鐵成分波動、太陽能組件轉換效率不均” 等問題,為 12 個跨業務改善課題提供數據支撐。
核心成果:
全集團質量數據采集覆蓋率達 100%,數據準確率從 88% 提升至 99.2%;
核心工序異常預警響應時間從 4 小時縮短至 1 小時,數據驅動改善占比從 30% 提升至 75%。
2. 質量報告與例會:建立全層級閉環管控機制
實施過程:
三級例會標準化:制定《質量例會管理辦法》,明確會議流程與輸出要求 ——
日晨會(15 分鐘):各車間質量專員主持,通報當日質量異常(如數控機床尺寸超差、太陽能組件封裝氣泡),明確整改責任人與完成時限(一般問題 24 小時閉環);
周分析會(1 小時):集團質量部牽頭,跨業務部門參與,復盤本周質量數據、典型案例,重點解決 “反復出現的共性問題”(如鑄造件氣孔缺陷、鋼鐵表面銹蝕);
月總結會(2 小時):高管牽頭,發布月度質量指標排名、改善成果表彰、下月重點任務(如新品導入質量管控、供應商質量協同)。
報告體系精細化:編制《質量月報》《業務板塊質量分析周報》《專項改善進展報告》,采用 “數據 + 圖表 + 案例 + 改進計劃” 形式 —— 例如月報中用折線圖展示各業務合格率趨勢,用柏拉圖標注 Top3 質量問題,用案例詳解 “鋼鐵熔煉成分優化” 等改善動作。
核心成果:
質量問題平均解決周期從 72 小時縮短至 48 小時,共性問題復發率下降 60%;
全員質量責任意識顯著提升,跨部門協同解決質量問題效率提升 40%。
3. 自工序完結:推動全員自主質量管控
實施過程:
分業務制定實施指南:結合各板塊工序特性,明確 “自主檢測、異常上報、自我改善” 三大核心動作 ——
數控機床加工:操作員每完成 1 件產品,用專用量具自檢關鍵尺寸,填寫《自檢記錄》,發現超差立即暫停生產并上報;
鋼鐵軋制:崗位員工每批次抽樣檢測厚度、強度,用顏色標識合格產品(綠色)與待復檢產品(黃色);
太陽能封裝:操作員完成組件封裝后,自主開展外觀檢查與密封性初檢,不合格產品就地標識隔離。
賦能與可視化:開展自工序完結培訓 20 場,覆蓋員工 3000 余人次,培訓內容包括 “自檢方法、缺陷識別、異常處理流程”;在各班組設置 “自工序完結看板”,實時展示自檢合格率、異常上報數、改善提案量,每月評選 “自主管控明星班組”。

核心成果:
全員自主檢測覆蓋率達 100%,工序自檢發現的缺陷占比從 25% 提升至 68%;
班組質量問題自改率從 40% 提升至 85%,人為失誤導致的質量缺陷下降 70%。
4. 質量標準:構建跨業務統一且差異化的標準體系
實施過程:
整合與新增標準:編制《集團精益質量標準手冊》,整合四大業務現有標準,新增 45 項針對性標準 —— 鋼鐵業務新增 “原料入廠重金屬限值”“成品防銹處理標準”;太陽能組件補充 “轉換效率判定閾值”“封裝材料環保標準”;同時明確跨業務通用標準,如缺陷分類編碼(共分 8 大類 32 小類)、檢驗工具校準規范。
標準差異化落地:針對不同業務特性優化執行方式 —— 數控機床工序配套 SOP 操作視頻與圖文手冊,鋼鐵業務制作 “熔煉參數對照表”,太陽能組件編制 “缺陷識別圖譜”,鑄造業務發放 “砂型制備標準看板”;開展標準宣貫培訓 16 場,分業務組織 “標準實操考核”,操作員標準執行率達標率從 82% 提升至 97%。
標準動態優化:建立標準評審機制,每季度收集生產、技術、客戶反饋,結合改善成果優化標準 —— 如根據數控機床加工改善經驗,調整 “切削轉速參數范圍”;依據太陽能組件客戶需求,更新 “封裝密封性檢驗方法”。
核心成果:
全集團質量標準統一覆蓋率達 100%,跨業務標準沖突率降至 0;
標準執行率從 82% 提升至 97%,因標準不明確導致的質量缺陷下降 80%。
5. 新品導入流程:搭建全周期質量管控體系
實施過程:
建立 “五階段” 管控流程:明確新品從研發到量產的全周期質量管控節點 ——
研發階段:開展 PFMEA 風險分析,識別 “新機型主軸箱加工精度不足”“新型太陽能組件轉換效率波動” 等風險,制定預防措施;
小試階段:生產 50-100 件樣品,驗證工藝可行性與質量穩定性,同步制定 SOP 與 SIP;
中試階段:擴大生產至 500 件,開展 MSA 測量系統分析,優化控制計劃;
量產評審:組織 “技術 + 生產 + 質量 + 銷售” 跨部門評審,樣品合格率≥98% 方可量產;
量產跟蹤:前 3 個月每周開展產品審核,實時監控質量數據,及時調整工藝參數。
工具配套:為每個新品項目配置 “質量管控專員”,編制《新品質量管控計劃書》,記錄各階段風險、措施與成果;建立新品質量追溯檔案,實現 “原料 - 工序 - 成品 - 客戶” 全鏈路追溯。

核心成果:
完成 3 款新機型數控機床、2 類太陽能組件、1 種特種鋼鐵材料的精益質量導入;
新品量產合格率均達 98% 以上,較傳統導入模式周期縮短 25%,客戶投訴率為 0。
6. 質量課題改善:拓展全業務跨部門攻堅
實施過程:
精準立項:圍繞四大業務痛點,確立 12 個跨業務質量改善課題 —— 數控機床聚焦 “主軸精度穩定性提升”,鋼鐵業務針對 “熔煉能耗與質量平衡”,太陽能組件攻堅 “轉換效率提升”,鑄造業務破解 “返料率降低”,每個課題明確目標、責任部門、完成時限與預期創效。
差異化推進:采用 “精益五步法”(現狀分析 - 根因查找 - 方案設計 - 實施驗證 - 固化總結),結合業務特性選擇工具 ——
鋼鐵 “熔煉成分穩定性改善”:用魚骨圖拆解出 “原料配比、溫度控制” 等根因,優化配比模型與自動控溫系統,成分波動范圍縮小 40%;
太陽能 “組件封裝合格率提升”:用柏拉圖識別 “封裝氣泡” 為主要缺陷(占比 65%),通過改善封裝溫度、壓力參數,合格率從 96.5% 提升至 99.1%;
鑄造 “返料率降低”:用價值流圖分析出 “砂型回用流程不合理”,優化回用工藝,返料率從 18% 降至 8%。
成果固化:將有效改善措施納入 SOP、控制計劃,編制《質量改善案例集》,組織各業務板塊觀摩學習,復制推廣優秀經驗。
核心成果:
12 個改善課題已落地 8 個,累計創效超 500 萬元;
全集團質量改善提案量較第一階段增長 2 倍,形成 “人人參與改善” 的良好氛圍。
(三)第二階段整體成果
全集團核心產品綜合合格率從 91% 提升至 98.5%,客戶投訴率下降 40%;
構建起跨業務統一的精益質量體系,培育 200 余名精益質量骨干;
四大業務板塊質量穩定性顯著提升,為第三階段智能化升級奠定基礎。
四、第三階段(2026 年啟動):智能固化,打造 “零缺陷” 智能質量標桿
(一)核心目標:實現 “智能化預判、零缺陷生產、長效化固化”
核心產品綜合合格率≥99.5%,零批量質量事故;
構建智能質量管控平臺,實現質量問題提前預判、自主優化;
形成 “零缺陷” 質量文化,質量改善常態化、自主化。
(二)核心實施內容
1. 智能質量管控升級
搭建 “AI + 質量” 預警系統:在數控機床、鋼鐵熔煉、太陽能封裝等核心工序部署視覺檢測、傳感器監測設備,實時采集圖像、振動、溫度等數據,通過 AI 算法預判質量風險(如刀具磨損導致的加工偏差、封裝材料老化導致的密封性下降),提前 3-6 小時預警。
質量追溯數字化:上線區塊鏈質量追溯平臺,實現 “原料批次 - 生產工序 - 設備參數 - 操作人員 - 檢測數據 - 客戶訂單” 全鏈路透明追溯,客戶可掃碼查詢產品質量信息。
2. 質量文化與長效機制固化
推行 “零缺陷” 文化建設:開展 “質量零缺陷” 主題活動(演講比賽、案例分享會、知識競賽),設置 “零缺陷班組”“質量終身榮譽獎”,將質量理念融入員工日常行為。
建立質量改善長效機制:成立集團精益質量委員會,每季度發布改善課題指南,每年舉辦改善成果發表賽;設立質量改善基金,對創效顯著的項目給予 5%-10% 的獎勵。
3. 高級質量人才培育
開展精益質量黑帶、綠帶培訓,培育 50 名高級質量人才,負責復雜質量問題攻關與內部培訓;
建立 “質量專家庫”,整合技術、生產、質量領域骨干,為跨業務、跨行業質量難題提供解決方案。
4. 供應鏈質量協同
將精益質量體系延伸至核心供應商,制定《供應商質量管控標準》,開展供應商精益質量培訓與認證;
搭建供應商質量數據共享平臺,實時監控原料質量數據,實現 “供應商 - 集團” 質量協同管控。
五、項目整體價值與標桿啟示
(一)核心價值
質量效益雙升:兩階段累計創效超 800 萬元,核心產品合格率從 91% 提升至 98.5%,市場占有率顯著提升;
體系能力領先:構建起多業態適配的精益質量體系,為制造企業跨業務質量管控提供范本;
智能轉型鋪墊:第二階段數據化、標準化成果為第三階段智能化升級奠定堅實基礎。
(二)標桿啟示
云南太標集團的成功在于 “三階遞進、因材施教”:第一階段聚焦核心破痛點,第二階段全業態建體系,第三階段智能化固長效;關鍵在于貼合不同業務特性差異化落地,用數據驅動決策,用機制激發全員參與。其 “先點后面、體系化構建、智能化升級” 的路徑,為多業態制造企業精益質量轉型提供了可復制的實踐范本。

- 博革為云南太標集團精益質量管理咨詢,鑄就多業態智能品質標桿
云南太標集團的成功在于 “三階遞進、因材施教”:第一階段聚焦核心破痛點,第二階段全業態建體系,第三階段智能化固長效;關鍵在于貼合不同業務特性差異化落地,用數據驅動決策,用機制激發全 /news/5237.html
.png) 博革咨詢為浙江鋼管提供6S目視化管理項目落地案例
博革咨詢為浙江鋼管提供6S目視化管理項目落地案例 徹底破解現場管理難題,打造標準化、規范化、精益化的生產現場,浙江鋼管全面啟動6S 目視化管理提升項目和博革集團服務,精耕現場精益管理,鑄就鋼管行業標桿。 /news/5246.html
_20251114.jpg) 工程機械集團公司精益管理戰略案例
工程機械集團公司精益管理戰略案例 在項目落地過程中,博革咨詢按照系統診斷、試點推行、樹立標桿、快速復制,IT固化、系統評價、能力內化等七個步驟對集團公司下屬的17個子公司進行推進。 /news/4878.html